|
|
|
|
|
基于干式电解抛光的立铣刀刃口处理 | MDPI JMMP |
|
|
文章标题:Cemented Carbide End-Mill Edge Preparation Using Dry-Electropolishing
文章链接:https://doi.org/10.3390/jmmp8010028
期刊名:Journal of Manufacturing and Materials Processing (JMMP)
期刊主页:https://www.mdpi.com/journal/jmmp
1 引言
硬质合金具有优异的硬度、耐磨性和韧性,已成为各种行业 (包括机械加工、钻井和采矿) 中主要的工具材料。硬质合金烧结后需要进一步的精加工,特别是对其切削刃进行精加工以提高其性能并延长其使用寿命。刃口处理可以最大限度减少缺陷,避免应力集中,实现负载的均匀分布,减缓切削刃的磨损和崩缺倾向。
刀具刃口的K因子 (定义为前刀面和后刀面之间Sγ/Sα比值) 决定了切削刀具的微观几何结构,常见的有圆弧、瀑布和倒瀑布型三类。目前,刃口处理技术包括放电加工、激光加工、磁研磨加工、磨料喷射加工、毛刷和拖动精加工等。后三种方法是硬质合金行业中最常用的技术,但也存在一定局限性。磨料喷射加工去除了表面的金属钴,降低了工具的完整性。毛刷钝化可为复杂的几何形状产生边缘圆角,但处理过程中会出现温度升高。拖动精加工更耗时,具体取决于所需的半径,且磨料颗粒的尺寸对较小的几何形状造成了限制。本文采用的干式电解抛光技术是基于离子交换树脂与粗糙度峰的相互作用,去除材料最少,且保持了工件的公差和机加工过程中产生的压缩残余应力。
2 研究内容
本文采用WC-6Co硬质合金制备成立铣刀,研磨后用商用干式电解抛光 (DryLyte®Technology) 对立铣刀进行刃口处理,最长处理时间为30min,并检测处理过程中切削刃参数和粗糙度的演变。图1是立铣刀的三维结构图和刃口微观几何参数示意图。
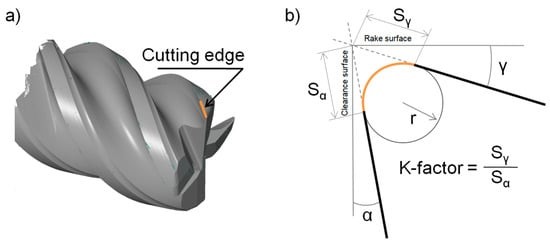
图1. 立铣刀的三维结构 (a) 和刃口微观几何参数示意图 (b)
图2是干式电解抛光之前的立铣刀的刃口SEM形貌,其中可见研磨后残留的毛刺 (图2a) 和微缺口 (图2b)
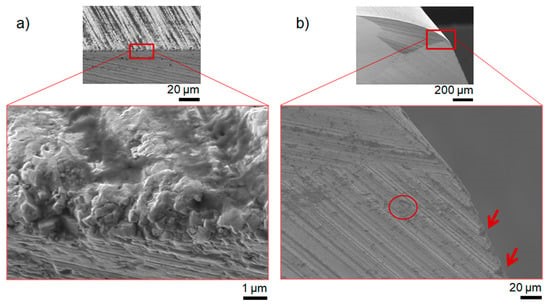
图2. 未处理的刀具刃口缺陷FE-SEM显微照片:(a) 毛刺,(b) 微缺口
图3是干式电抛光前后四个不同研究区域的微观结构变化。刃口缺陷密度随着干电解抛光时间的增加而降低。但是,与内部区域 (区域4) 相比,区域1至3对应的外部区域表现出较低的缺陷密度。这可能归因于外部区域靠近阴极,电解质在外部区域的更大迁移率,这导致了外部区域的有效材料去除率更高。
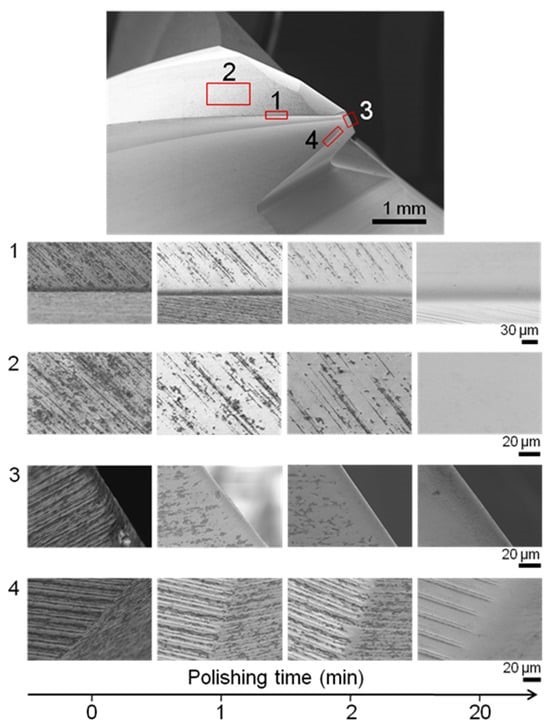
图3. 刃口区域特征随随时间的演变
图4是刃口粗糙度随时间的变化,Ra的在第一阶段显著降低,这与较高的初始粗糙度有关。在加工开始时,由于预先存在的明显粗糙度峰,电解质很容易降低粗糙度。之后,在4.5纳米/分钟的抛光速度下,粗糙度去除率降低,在消除了最显著的峰之后,抛光进程减慢。
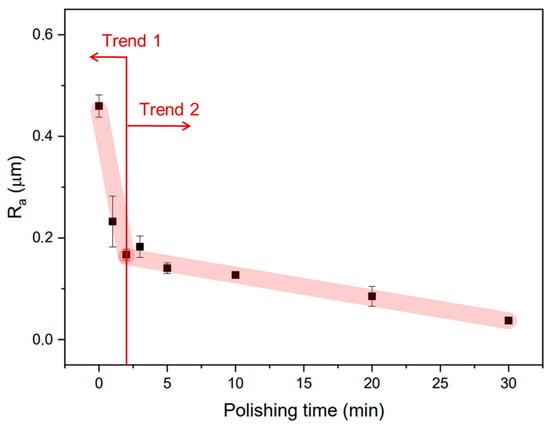
图4. 粗糙度随处理时间的演变
图5是刃口的几何参数随时间的变化曲线,可见其半径随着抛光时间的增加呈指数级增加。然而,增加速率并不符合线性趋势,而是随着时间的推移略有下降。在短抛光时间内,Sα比Sγ有更大的增加。然而,3分钟后,可以观察到两个参数 (Sα和Sγ) 都达到了平稳期,Sα值略大于Sγ值 (图5c)。最终,K因子稳定为0.75±0.03。
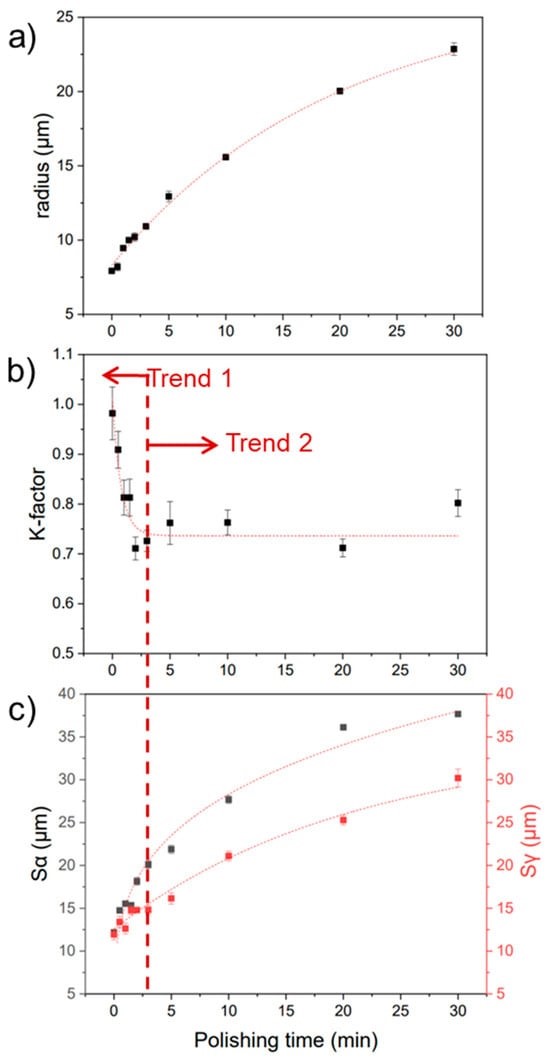
图5 切削刃的参数随时间演变趋势:(a) 半径,(b) K因子,以及 (c) Sα (黑色符号) 和Sγ (红色符号)
3 研究总结
本文采用干式电解抛光法对硬质合金立铣刀进行了刃口处理。研究结果表明,处理后切削刃半径增大,表面粗糙度降低,并减轻了之前制造阶段产生的缺陷 (毛刺、微缺口等)。此外,还建立了干式电解抛光时间与主切削刃微观几何参数之间的关系。
特别声明:本文转载仅仅是出于传播信息的需要,并不意味着代表本网站观点或证实其内容的真实性;如其他媒体、网站或个人从本网站转载使用,须保留本网站注明的“来源”,并自负版权等法律责任;作者如果不希望被转载或者联系转载稿费等事宜,请与我们接洽。






