|
|
|
|
|
精加工技术——球磨抛光对淬火钢表面形貌参数和摩擦学性能的影响 | MDPI Machines |
|
|
论文标题:Influence of Ball-Burnishing Process on Surface Topography Parameters and Tribological Properties of Hardened Steel
期刊:Machines
作者:Andrzej Dzierwa and Angelos P. Markopoulos
发表时间:19 January 2019
DOI:10.3390/machines7010011
微信链接:
https://mp.weixin.qq.com/s?__biz=MzI1MzEzNjgxMQ==&mid=2650006532&idx=2&sn=
801b3e3dc83d2a91a7b867067c2784b0&chksm=f1de5ec0c6a9d7d66614150019777e15
8950c9c225c9856bd57b32b7d5f1f4821d2e7859cb76&token=1638406558&lang=zh_CN#rd
期刊链接:https://www.mdpi.com/journal/machines
制造业非常关注尺寸精度和表面质量。表面质量在很大程度上取决于所应用的表面处理方法,以及其中所使用的输入参数的值。机械工业中使用了许多精加工处理方法,例如抛光、研磨、珩磨。最有效的表面精加工工艺之一是抛光工艺,包括滚光抛光、球面滚压、金刚石抛光。其中,球面滚压是一种特殊的表面处理方法,可以提高不同材料的选择性能。
来自Rzeszow University of Technology的Andrzej Dzierwa博士和National Technical University of Athens的Angelos P. Markopoulos教授在室温下使用来自Haas CNC 立式加工中心的VF-3仪器,利用球磨抛光技术研究了输入参数对硬化钢的表面形貌和摩擦学性能的影响,并将其研究成果发表在Machines期刊上。
研究材料
硬度为46±2 HRC的42CrMo4铬钼合金结构钢。
研究设备
Haas CNC 立式加工中心VF-3 (如图1所示) 、Altisurf 520光学轮廓仪、TalyMap软件。
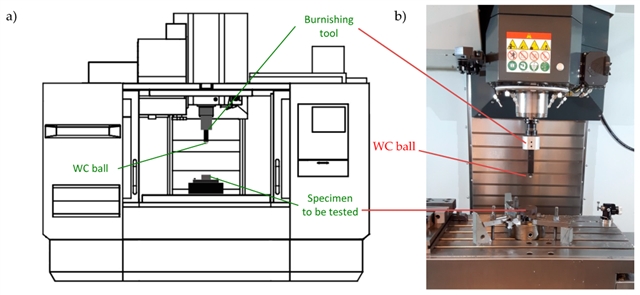
图1. CNC测试台的示意图 (a) 和实验设备 (b)。
研究方法
先将样品平面磨削以获得如图2所示的参数,平面磨削在FS 420 SD机上进行研磨。研磨参数:砂轮的圆周速度:40 m / s、工作台速度:0.25 m / s、行程:4 mm、磨削深度:0.015 mm、砂轮尺寸:225×25×51 mm、抛光过程中使用的球 (φ6毫米) 材料粒度为2.5 µm的碳化钨 (WC)。利用CL1共聚焦探头的Altisurf 520光学轮廓仪进行了表面形貌参数的测量,并使用TalyMap软件计算表面形貌参数。
团队的另一个研究目标是通过抛光球的方法来改善上述钢材的摩擦学性能。在这种情况下,在室温条件 (20–22°C) 下进行干式滑动测试 (圆盘测试),以三种不同的滑动速度 (0.16、0.32和0.48 m / s) 进行研究。具体实验方法:滑动距离为282.6 m (时间设置为30分钟) 、施加的载荷为9.81N、 使球磨光的钢盘与硬度约为70 HRC的WC球接触。

图2. 地面等高线图及其表面形貌参数。
研究结论
使用P = 30 MPa、v = 400 mm / min、a = 30 μm可以实现均方根高度Sq小于0.1 μm,除此之外高度参数 (Sq、Sz、Sp、Sv) 的值也减小了。对于混合、功能 (体积) 和大多数特征参数,也观察到了类似的趋势。(P:压力;v:抛光速度;a:步距)。
结果表明,抛光压力是该过程中最重要的输入因素。当压力最高时,能够达到均方根高度Sq和最大高度Sz的最小值。其他输入参数影响较小。此外,球磨光过程导致在测试盘的表面层中存在压缩应力。当抛光压力达到最大值而其他输入参数达到最小值时,观察到残余应力的最大值。残余应力σmax的最大值与磨损量有关。
作者也可以使用表面形貌参数 (例如Sz、Sdq、Spc和Sk) 来预测抛光表面的体积磨损程度。同时,Ssk参数也是可行的,在大多数情况下增加Ssk参数可减少磨损量。但是,偏度Ssk是非常敏感的表面参数,在这种情况下,应格外小心。该实验结果为表面抛光技术提供了一定的参考价值。
Machines (ISSN 2075-1702, IF: 2.428) 是一个致力于发表机械工程领域研究成果的国际型开放获取期刊。截至目前,期刊已被Scopus、SCIE、Inspec等数据库收录,已收到今年的最新的Citescore为4.5。Machines采取单盲同行评审,一审周期约为15.4天,从接收至发表上线仅需2.5天。


特别声明:本文转载仅仅是出于传播信息的需要,并不意味着代表本网站观点或证实其内容的真实性;如其他媒体、网站或个人从本网站转载使用,须保留本网站注明的“来源”,并自负版权等法律责任;作者如果不希望被转载或者联系转载稿费等事宜,请与我们接洽。






