?
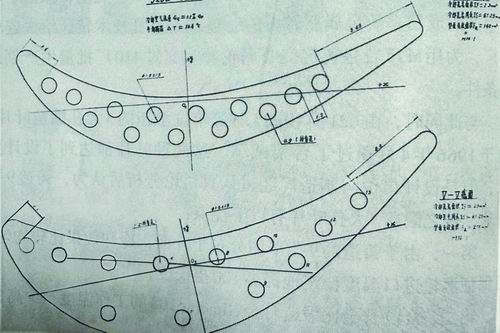
铸造空心涡轮叶片的图纸。

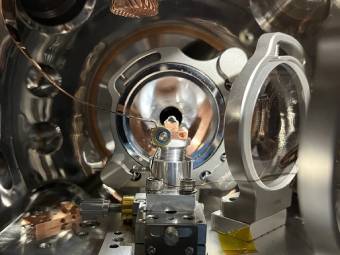
航空发动机叶片样片。

1983年,师昌绪(右一)与航空发动机厂的工程师讨论问题。

我国自主研制300兆瓦级F级重型燃气轮机首台样机总装下线。金属所供图
■本报记者 沈春蕾
飞机如何才能飞得高、飞得快、飞得远?
60多年前,凭借一张草图,一批来自中国科学院金属研究所(以下简称金属所)的科研人员解决了其中的关键难题。他们采用铸造技术,研制出我国首个航空发动机的空心涡轮叶片。
如果把航空发动机比作飞机的“心脏”,那么空心涡轮叶片就是“心脏主动脉”。
当年,金属所老一辈科学家不仅为我国研制出飞机强有力的“中国心”作出了重要贡献,还将这门技术和手艺传承下去,使其不断开枝散叶、发扬光大。
1 没听过、没见过,一张草图接任务
“什么是空心叶片?我从来没听说过,也没见过。”
1964年的一个冬夜,时任航空研究院总工程师荣科敲开金属所高温合金课题组负责人师昌绪的家门,带来了一项在当时看来不可能完成的任务——邀请他参与研制航空发动机用的空心涡轮叶片。
几个小时前,在一场关于我国新型航空发动机的研讨会上,包括荣科在内的参会人员经历了一场激烈的争论——如何让我国新型战机歼-8的推动力提高20%?
作为航空发动机的核心部件,涡轮叶片的承温能力直接决定发动机的工作效率。此前,航空发动机采用的叶片大多为实心叶片。受叶片熔点温度限制,发动机涡轮的进口温度无法得到进一步提高,进而影响了发动机效率的提高。
国外研究发现,空心叶片可以通过内部冷却通道内的空气实现对叶片的冷却,由此提升叶片的整体承温能力。不过,空心叶片结构复杂,制备难度极高。
1961年,美国成功研制出空心涡轮叶片,使战机的飞行速度和作战性能大幅提高。而当时中国空军的主战飞机还是以苏联技术组装的歼-5,只能达到亚音速(速度低于340米/秒)飞行水平。
美国干成了,但中国能干成吗?对此,荣科不确定,他想到请好友师昌绪出马。
当听说国外已经有类似产品时,师昌绪让荣科凭记忆画出一张空心涡轮叶片的草图。拿着这张简单得不能再简单的草图,师昌绪当场表示,愿意接受这个任务。
师昌绪要铸造空心涡轮叶片的消息迅速传开,质疑声四起——“外国搞了多少年,现在才刚有眉目,我们能行吗?”“铸造实心叶片还没做成,就想铸空心叶片,是不是步子迈得太大了?”
说实话,师昌绪对如何铸造空心涡轮叶片一无所知,能否在一年内攻关成功,他也没把握。
“虽然我心里没底,但国外已经有了,我们也一定能做出来。”强烈的责任感和使命感让师昌绪下定了决心。
另一个让他决定“放手一搏”的原因,是他背靠的金属所在高温合金材料研制领域已积累了相对丰富的经验。20世纪50年代末,金属所就已成功研制出涡轮叶片的铸造合金916,1962年又成功研制出具有国际水平的涡轮叶片材料M17合金,“实战”能力得到了充分验证。
次日,师昌绪向金属所时任党委书记高景之和所长李薰进行了汇报,获得所领导的大力支持。他们迅速组织所内上百名科技人员成立AB-1任务组,由师昌绪任组长。这是一个包括冶炼、造型、脱芯、控制合金质量、疲劳测试,以及制定验收标准等重要环节在内的攻关组。
自此,空心涡轮叶片的攻关正式启动。
2 “通啦!通啦!” 攻克型芯材料难题
但不久之后,师昌绪带领的任务组就遇到一个大难题——如何在实心叶片中制出空心小孔。
常规的制孔方法是在模壳内适当位置放置一些细丝,又称型芯。待叶片浇出后,将这些细丝溶解掉,就形成带有小孔的叶片。
“空心叶片的空芯直径只有0.8~1.2毫米,长度约10毫米,叶片下边还有一个弯角。”师昌绪当年的助手、金属所研究员朱耀霄回忆说,关键难点在于如何定位,在脱蜡以后又如何保证位置不变。在操作和浇铸过程中,还要保证型芯不能弯、不能断。
这对材料提出了严格的要求。合格的材料必须具备耐火度、高强度、化学稳定性、尺寸精度和表面光洁度5个特点。
根据上述要求,师昌绪带领任务组不仅尝试了钼丝、磷酸盐等,还专门请中国科学院冶金陶瓷研究所(中国科学院上海硅酸盐研究所前身)的科研人员研制了硫化铈型芯,但都遭遇失败——不是型芯弯曲露芯,就是型芯太脆而折断,要么就是最后无法脱芯。
正当众人为型芯材料的选择一筹莫展时,一本外国杂志上的细石英管广告为大家打开了思路。
广告里的石英管带有弯角,与叶片小孔上的弯角非常相似。任务组专门进行了讨论——石英的熔点在1700摄氏度以上,软化点很高,耐压和抗张强度较高,而抗冲击折断强度却很低,化学稳定性好,不与合金发生反应。另外,石英管的表面光洁度极高,符合制作空心叶片型芯的条件。
讨论分析后,任务组决定集中精力在石英管上狠下功夫。
当时,金属所刚好培养了一位技艺高超的玻璃技工任恒达师傅。他很快就拉制出多种规格和形状的石英管,完全满足了任务组的要求。
此外,铸造空心叶片的合金选择和冶炼也很重要。合金要求性能好、质量轻,最好不含贵重元素。师昌绪选择了金属所在1962年研发的铸造镍基高温合金——M17合金。这款合金不仅可以在低温条件下精炼、脱气、浇铸,性能还非常稳定、可靠。
经过金属所上下的集智攻关,1965年8月,师昌绪等人在简陋的铸造实验室里试制出我国首个9小孔铸造空心涡轮叶片。
科研人员拿着叶片的试棒去给李薰看。他拿起烟斗,看到烟从试棒的一端吹进去,从另一端冒出来时,高兴地用湖南话大喊:“通啦!通啦!”
3 有惊无险,试车从失败到成功
1966年11月,第一台套气冷空心叶片正式进行装机测试,车间外围满了人,大家满心期待。
然而,装机测试才运行了不到5分钟,伴随着一阵爆炸声,叶片飞了,第一次试车宣告失败。朱耀霄记得,当时现场不少人流下了眼泪。
但师昌绪等人顾不得懊恼,当即组成失效分析小组,深入查找失败原因。
作为失效分析小组的一员,朱耀霄回忆说,叶片有5个榫齿,在叶片的第一榫齿根部,既有疲劳应力,又有高速旋转时的离心力。因此,第一个榫齿受到的力最大。根据这一分析,第一榫齿在设计上应该主要承受疲劳应力,而离心力由后面的几个榫齿承受。
师昌绪果断拍板,大家按照这个思路进行紧锣密鼓的修改,二次试车非常成功。
“只要努力,肯定能做出来,除非你不努力。”朱耀霄至今还记得师昌绪挂在嘴边的一句话。
铸造空心叶片的成功离不开任务组所有人的努力。这是一项具有开拓性的研究成果,它使我国涡轮叶片的发展一步迈上两级台阶——由锻造合金改为真空铸造,由实心叶片改为空心叶片。
这项工作也使我国成为继美国之后世界上第二个成功采用精铸气冷涡轮叶片的国家,仅比美国晚5年。
如今,以铸造高温合金制备涡轮叶片已经成为世界主流,气冷也成为提高涡轮进口温度的重要手段。一直关注叶片冷却技术发展的朱耀霄说,先进涡轮发动机的燃烧室温度,已经由原来约800摄氏度提高到约1800摄氏度,飞机的性能由此大幅度提高。
20世纪80年代初,国外一家知名发动机制造公司的总设计师来沈阳参观,在看到我国历时两年自行研制的铸造空心涡轮叶片后,发出感慨:“能亲眼看到这一成就,我就没白来中国一趟。我们用了8年才研制成功,但一直不敢使用。”
4 不辞辛苦,深山老林中实现量产
时间转眼来到1975年,第三机械工业部(中国航空工业集团公司前身)决定将空心叶片的生产转移到偏远山区某厂,并要求金属所派出一个小分队,由师昌绪带队支援该厂生产空心叶片。
那是一座位于深山老林的“三线”工厂,条件非常艰苦。
师昌绪带领小分队从沈阳出发,路上就用了两天时间。其间,他们遇到过买不到卧铺,只能坐硬座,甚至在火车上连水都喝不上等情况,这对当时已年近60岁、患有糖尿病的师昌绪来说,是个不小的挑战。
小分队成员之一、金属所研究员赵惠田曾回忆说:“我们住的是最简易的招待所,水管里放出来的水是浑的,必须沉淀一会儿才能饮用;我们吃的是大米、玉米和地瓜干做的混合饭,连咸菜和酱油都没有,不用力去嚼,根本无法下咽。”
在这样的环境和条件下,师昌绪毫无怨言,带领金属所小分队与工厂的科技人员和工人夜以继日地工作了好几个月。
一切从头开始。从原材料的选择、冶炼制度的确定、模壳的制造与浇铸,到产品检测与标准的制定,师昌绪带领金属所小分队深入工厂,牵头攻关。
老厂长王新民回忆说:“师先生不仅把关铸造技术,对合金成分也做了很大改造,增加了铝、钛的含量,比锻造高温合金使用的温度提高了200多摄氏度。”
当时,师昌绪给王新民安排了一项重要任务——天天跟着检验员一起检查叶片,将报废的叶片拿回来给他看。
“一个叶片关系到一架飞机的存亡、一名飞行员的生命。”王新民说,“每次他都可以从中找出合格的和真正要报废的叶片,并通过这样的挑选确定了标准和检验方法,最终确保叶片顺利实现批量生产。”
当金属所科研人员离开时,工厂生产的铸造空心叶片的成品率实现了大幅提升,已经达到该厂实心叶片的生产水平。
在随后几十年时间里,该厂生产铸造的空心叶片在使用过程中没出过一次重大事故,该厂也已成为国内生产量最大、最安全的航空发动机涡轮叶片制造商。直到现在,我国某些机种的发动机涡轮叶片仍采用其材料。
因主持铸造空心涡轮叶片的研制和推广工作,师昌绪荣获2010年度国家最高科学技术奖。
5 “为国家做点事,是人生的第一要义”
由于工作变动,1984年8月师昌绪从沈阳到北京赴任,从科学研究转向了科学管理。虽然离开一线,但师昌绪一直关心着航空科技事业的发展。
对于一架飞机来说,发动机是“心脏”;对于一个国家来说,航空工业是关系到国家安全、国民经济发展和综合国力的战略性产业,其地位不亚于当年的“两弹一星”。
20世纪80年代初,朱耀霄在师昌绪的指导下,继续研制新一代航空发动机空心叶片。
“随着冷却孔腔的设计从简单到复杂,承温能力也更高,我们开发的第三代空心叶片的承温能力从原先的100摄氏度提升至500摄氏度,达到了更高的设计要求。”朱耀霄说。
1991年,25岁的楼琅洪加入金属所。他参与的第一项工作就是36兆瓦级地面燃机一级动叶的国产化项目。在项目鉴定会上,他第一次见到师昌绪本人。
楼琅洪回忆说:“该叶片为13孔空结构,跟9小孔铸造空心涡轮叶片相似度很高,不仅延续了师昌绪先生当年设计材料制造一体化的攻关思维,还传承了空心叶片铸造的技术路线。”
这些年来,楼琅洪不仅成长为金属所研究员,还带领团队先后制备了可供航空发动机使用的系列高性能高温合金,以及可供燃气轮机使用的高温合金等。
燃气轮机有重型和轻型两类,其中重型燃气轮机是能源领域核心装备,被誉为装备制造业“皇冠上的明珠”。
在今年的中关村论坛年会上,“300兆瓦级F级重型燃气轮机完成总装”被列为开幕式十大成果之一予以发布。在这台样机装载的所有透平叶片中,金属所科研团队研制生产的数量占70%以上。这是我国首次自主研制的最大功率、最高技术等级的重型燃气轮机,将成为带动高端装备制造业发展的重要力量。
“F级重型燃气轮机的进气温度约1450摄氏度,是目前国际、国内在役的主流机型。”楼琅洪介绍,“在参与300兆瓦级F级重型燃气轮机首台样机的研制任务中,我们突破了目前国内最大的该系列燃机的等轴晶和定向空心透平叶片的精密铸造技术。”
虽然没能成为师昌绪直接指导的学生,但耳濡目染,楼琅洪从师昌绪身上学到了很多东西:“师先生非常和蔼,不仅没有架子,还处处为人着想。”
师昌绪晚年住院期间,有一天是秘书陪床,师昌绪一夜没去卫生间。第二天秘书问他夜里怎么没去厕所,师昌绪笑着说:“我怕把你吵醒呀。”
为了表彰师昌绪作出的巨大贡献,2011年12月,国际小行星中心将第28468号小行星永久命名为“师昌绪星”。
“有胆识、敢担当,空心涡轮叶片是他送给祖国的翅膀。两院元勋,三世书香。一介书生,国之栋梁。”这是师昌绪获得2014年度感动中国人物时的颁奖词。
在师昌绪的一生中,他一直铭记“为国家做点事,是人生的第一要义”。这句话也一直影响着金属所乃至中国科学院一代又一代科研人员,激励着他们在前辈探索出来的路上勇往直前。
《中国科学报》 (2024-06-24 第4版 专题)
特别声明:本文转载仅仅是出于传播信息的需要,并不意味着代表本网站观点或证实其内容的真实性;如其他媒体、网站或个人从本网站转载使用,须保留本网站注明的“来源”,并自负版权等法律责任;作者如果不希望被转载或者联系转载稿费等事宜,请与我们接洽。